Пресс-фитинги для металлопластиковых труб: виды, маркировка, особенности монтажа
Все пресс инструменты для обжима фитингов выпускают с 3-мя видами приводов — ручным, электронным и гидравлическим, на рынке можно повстречать и пневматические модели, но они созданы для эксплуатации в стационарных производственных критериях.
Ниже рассмотрены технико-эксплуатационные характеристики поставляемого в торговую сеть инструмента для запрессовки трубных фитингов и некие пользующиеся популярностью модели.
к меню ↑
1.1 Зачем употребляется этот инструмент?Соединяют металлопластиковые трубы при помощи особых деталей-фитингов, которые можно поделить на два вида:
-
- Резьбовые. Внедрение таковой детали подразумевает соединение трубы методом ее сдавливания разрезным кольцом с затягивающей гайкой. Значимым недочетом такового узла считается высочайшая возможность появления ошибки при монтаже и необходимость следующего обслуживания и контроля. Так как затяжка обжимных гаек по прошествии времени может слабеть тогда и возникают подтекания.
- Конструкции, представляющие из себя корпус со штуцером и уплотнительными кольцами, изолирующее кольцо и обжимную гильзу. Деталь надевается на трубу и плотно прижимается, обеспечивая надежное соединение.
Установка пресс-фитинга осуществляется только при помощи специального инструмента, который именуется обжимные клещи для металлопластиковых труб.
Спецы говорят, что соединения, выполненные с помощью пресс-фитинга еще более надежные и долговременные, чем любые другие. А именно пресс-соединения:
- допускают следующую заливку в бетон либо сокрытую прокладку;
- неразъемные, соответственно не потребуют предстоящего обслуживания и контроля;
- выдерживают рабочее давление до 10 Бар;
- подразумевают легкий и резвый установка;
- гарантируют механическую крепкость и долговечность соединения в течение минимум 50 лет.
к меню ↑
1.2 Аспекты выбора такового приспособленияСовременный пресс инструмент для металлопластиковых труб имеет огромное количество вариантов. Нередко в продаже можно узреть дорогостоящие электромеханические и гидравлические приборы, снабженные целым набором различных зажимов. Следует осознавать, что подобные аппараты предусмотрены сначала для экспертов и навряд ли будет целенаправлено брать такое приспособление только для того, чтоб поменять трубы в своей квартире. Существует ручной пресс для металлопластиковых труб, который делает нужные соединения нисколечко не ужаснее проф аппаратов. Не считая того он очень прост в воззвании, потому установка трубопровода с его помощью не доставит огромных морок.
До того как отправиться в магазин за инвентарем, необходимо найти поперечник труб, с которыми подразумевается работать. Каждый прибор рассчитан на определенный размер трубы, на него и необходимо ориентироваться при покупке.
Не считая того в большинстве случаев инструмент для опрессовки металлопластиковых труб укомплектовывается особенными съемными вкладышами, благодаря которым можно проводить работы с конструкциями, чей поперечник меньше, чем нареченный в паспорте приспособления наибольший размер трубы. Разные модели инструмента могут оснащаться дополнительными системами оптимизации и контроля:
- APS – система, распределяющая прилагаемое усилие исходя из размеров фитинга;
- APC – производит автоматический контроль за прессованием фитинга, пресс не откроется до того времени, пока обжим удачно не закончится;
- OPS – система, увеличивающая приложенные усилия за счет фиксаторов ступенчатого типа.
Очередной аспект. Массовый контрафакт материалов и оборудования, заполонивший прилавки магазинов, принуждает быть более внимательным, покупая пресс клещи для труб.
Идеальнее всего получать инструменты у дилеров, если это по некий причине нереально, то делать это в спец магазине. Такая покупка предоставит определенную гарантию работоспособности и эффективности инструмента.
Грамотная опрессовка металлопластиковых труб – не такое уж и сложное дело, если верно подобрать пресс клещи. Такую работу полностью можно выполнить без помощи других, получив в итоге надежный, крепкий и долговременный трубопровод.
РучныеРучной механический инструмент для пресс фитингов выпускают в конструктивном выполнении мини в неполной комплектации либо эталон, типовые обжимные клещи имеют последующие особенности:
- Рассчитаны на обжимание металлопластиковых РЕХ-труб поперечником 16, 20, 26 и 32 мм. На многом даже проф инструменте (Rems, Henco) последний типоразмер не обжимают из-за требования приложения очень больших физических усилий.
- Ручной пресс для обжима фитингов оснащается сменными губами разных типоразмеров, в главном употребляется для обжатия только РЕХ-труб.
- Многие производители выпускают инструмент для роста прилагаемого усилия с телескопическими либо удлиняемыми по резьбе раздвижными ручками.
- Ручной инструмент может оснащаться как сменными губами, так и цельнометаллическими головками установленных типоразмеров (марка Rems).
- Пресс ручной для металлопластиковых труб подходит для разового монтажа либо ремонта трубопроводной магистрали, его проф применение нерационально (за чуток более высшую стоимость можно приобрести гидроинструмент).
- К недочетам ручного инструмента относят его большие размеры и неудобство работы в критериях ограниченного доступа к объекту.
- Клещи ручные выпускают различных ценовых категорий, их цена колеблется в спектре от 6000 (Valtec) до 65000 руб. (бренд Henco).
Необходимо отметить, что ручной инструмент неплохого свойства в обыкновенной торговой сети можно приобрести в среднем за 15000 руб. при его разбежке в цены от 10000 до 20000 руб. На Алиэкспресс подобные приборы будет стоить примерно вдвое меньше.
Поставщиками ручного инструмента на российский рынок являются ряд китайских компаний (без марки либо брендов Tim, Rotorica, Yato, Rexant), турецкая компания Фора, обширно узнаваемый российско-итальянской производитель инструмента Valtec, германские компании Rems (Эко-Пресс), Novopress и Rothenberger (Romax Presshandy), южнокорейская компания Hydrosta, южноамериканский концерн Ridgid.
Например, на ресурсе Алиэкспресс можно приобрести прибор марки Ibosad (Yuhuan Sede Tools Co., Ltd) по ценам в спектре от 4200 до 7600 руб. В комплектацию пресс-клещей войдут все приведенные выше насадки (TH, U, V, M, VUS, VAU) типоразмеров менее 32 мм. Соответственно самим клещам доступна опрессовка металлопластиковых труб наибольшим поперечником в 32 мм. На Алиэкспресс реализуются аппараты с подобными чертами и ценой марок CW 1632, April китайского производства.
Необходимо отметить, что аналогичный ручной гидропресс от французской компании Virax, обретенный в обыкновенной торговой сети, обойдется покупателю приблизительно в 58000 рублей. При всем этом наибольший поперечник опрессовки труб не сумеет превысить показатель в 26 мм.
Приобретение ручного гидроинструмента — более сбалансированный вариант исходя из убеждений цены и удобства в работе, его цена на ресурсе Алиэкспресс в среднем около 6000 рублей.
Также на ресурсе Алиэкспресс встречаются приборы китайского производства марки April с разнесенным гидроприводом, рассчитанные на эксплуатацию в складах и на местности промышленных цехов. Они подключаются к гидроприводу через напорный рукав, при всем этом жидкость подается в корпус на исполнительный механизм средством удаленного гидравлического насоса.
ЭлектрогидравлическиеЭлектрогидравлический пресс для металлопластиковых труб и изделий из меди, нержавейки по внешнему облику припоминает пистолет (шуруповерт). В его нижней части располагается сменный аккумуляторный блок питания либо сетевой адаптер. На российском рынке продукт представлен торговыми марками от ведущих производителей электроинструмента, большей известностью пользуются последующие модели:
Ridgid RP 340-B — южноамериканский прибор с сетевым адаптерным питанием имеет последующее отличительные особенности:
- Предназначен для опрессовки труб поперечником от 12 до 108 мм,
- Обустроен сменными губами ТН, U и V с размерами до 32 и 54 мм для V.
- Способен создавать 42000 опрессовки до обслуживания, при 40000 пресс-циклах происходит автоматическое напоминание, после 42000 обжимок прибор отключается.
- Интегрированный термодатчик защищает движок от перегрева.
- Обустроен светодиодной подсветкой для работы в критериях с нехороший освещенностью.
- Время обжима отбирает менее 4 секунд.
- Масса пресс пистолета не превосходит 3,53 кг.
Цена прибора зависимо от марки лежит в спектре от 150000 до 185000 руб.
Кроме электроклещей с адаптерным преобразователем напряжения, компания Ridgid производит подобные приборы с аккумуляторным питанием, владеющие похожими с электромеханическими аналогами чертами.
REMS Акку-Пресс ACC — гидравлические клещи с аккумуляторным и сетевым питанием, со интегрированным планетарным редуктором, поршневым насосом и гидросистемой, имеют последующее эксплуатационные и технические характеристики:
- Опрессовывает поперечникы нержавеющих и металлопластиковых РЕХ-труб от 10 до 108 мм.
- Обустроены защитным реле от перегрева и перегрузки злектродвигателя.
- REMS Акку-Пресс имеет в комплекте два ионно-литиевых аккума на 14,4 В емкостью 2,2 и 3,5 ампер-часа. Это позволяет проводить около 300 запрессовок при использовании аккума на 3,5 ампер-часа.
- Для питания от сети в набор прибора заходит сетевой адаптер.
Идентичные технические свойства имеют электрогидравлические клещи REMS Мини-Пресс (кроме наибольшего поперечника опрессовки в 40 мм). Цена перечисленных устройств приблизительно схожа и составляет около 110000 руб.
По правилам опрессовки трубопроводов сначала производится зрительный осмотр контролируемого участка трубопровода для того, чтоб убедиться в отсутствии каких-либо тривиальных изъянов, таких как утрата принципиальных деталей, коррозия и другие.
Если такие нарушения обнаружены, следует убрать их перед тем, как приступить к опрессовке.
Если во время проверки в системе находится рабочая среда, которая не может употребляться для тестирования трубопровода, участок необходимо от нее стопроцентно высвободить.
После чего трубы кропотливо промываются, чтоб избавиться от ржавчины, окалин, также органических и неорганических отложений. В неких случаях промывка производится при помощи специального компрессора, а по итогу производится проверка методом осмотра внутренней поверхности трубопровода, часть которого (размером около 0.5 м) за ранее вырезается для исследования.
- Если нагнетательное оборудование не обустроено оборотным клапаном, блокирующим движение рабочей среды в сторону источника, и манометром, то они инсталлируются раздельно после того, как будут окончены все тесты.
- Манометр указывает уровень давления в трубопроводе
- Дальше проверяемый участок стопроцентно перекрывается и кропотливо герметизируется
- Принципиально на сто процентов отсечь проверяемую ветку от центрального водопровода перед проведением опрессовки средством перекрытия запорной арматуры с обеих сторон. Если же тестируется канализационный трубопровод, на него инсталлируются древесные, пластмассовые либо древесные заглушки
к меню ↑
2.6 СНиПДанные о порядке проведения опрессовки трубопроводов, технологических схемах этого процесса и технике безопасности содержатся в соответственных разделах последующих СНиП:
- СНиП 3.05.01-85 (посвящен внутренним санитарно-техническим системам).
- СНиП 41-01-2003 (излагаются вопросы организации систем отопления, кондиционирования и вентиляции).
к меню ↑
2.7 Установка металлопластиковых труб с помощью компрессионных фитинговКомпрессионные фитинги состоят из нескольких частей. База — литой корпус с резьбой. Также имеется обжимное кольцо, которое фиксирует кусочек трубы на фитинге и накидная гайка, которая зажимает соединение. Принципиальная деталь — уплотнительное кольца, которое обеспечивает плотность.
Таковой метод монтажа неплох тем, что не надо никакое особое оборудование. 2-ой плюс — соединение разборное и по мере надобности можно фитинг поменять. Если он вышел из строя либо появилась необходимости конфигурации конфигурации трубопровода. И это очень комфортно.
Но есть и недочет: временами на резьбе появляется течь. Устраняется все очень просто — подтяжкой на пол-оборота. Но из-за этого все соединения должны быть доступны и замуровывать их нельзя. Также напрягает необходимость проверки — потекло-не потекло. Не многим это нравится.
 Так смотрятся компрессионные фитинги
Так смотрятся компрессионные фитингиАссортимент фитингов широкий уголки, тройники, крестовины, переходники (с 1-го поперечника на другой). И все это с различными углами, в различных поперечниках.
Установка металлопластиковых труб на компрессионных фитингах начинается с того, что снимается накидная гайка и обжимное кольцо, проверяется наличие уплотнительной резинки. После чего фактически и начинается сборка:
- Гайка и кольцо надеваются на трубу.
- Отрезок натягивается на фитинг до упора. Упор обозначается особым маленьким выступом-буртиком.
- Кольцо натягивается тоже до упора на фитинг.
 Перед затягивание гайки
Перед затягивание гайки - Закручивается накидная гайка. Поначалу руками, соединение металлопластиковых туб подтягивается с помощью 2-ух ключей. Один держит корпус фитинга, 2-ой крутит накидную гайку.
На этом все, процесс монтажа компрессионного (винтообразного, резьбового) фитинга закончен. Есть только один аспект: если в систему заливать будете антифриз, сходу прокладки меняйте. Те, которые идут в комплекте потекут с незамерзайками очень стремительно. Ставьте паронитовые либо тефлоновые. Только они могут обеспечить плотность. А вообщем, для систем с антифризом лучше использовать пресс-фитинги. Они точно не текут (если верно обжаты).
к меню ↑
2.8 Сервис соединений на обжимном фитингеЕдинственными неудобствами, которые появляются при использовании обжимных фитингов, являются повторяющийся контроль за состоянием накидной гайки и необходимость в постоянном ее подтягивании. Разъясняется это тем, что подобного рода изделия являются разборными и, как следствие, требующими кропотливого контроля. Вкупе с этим предоставляется возможность в хоть какой момент разобрать часть трубопровода и произвести ее подмену, не прилагая для этого каких-то особенных усилий.
Высококачественные обжимные фитинги из латуни можно без какой-нибудь опасения использовать с хоть какими системами, состоящими из металлопластиковых труб. Накидную гайку по мере надобности можно просто подтянуть без помощи других, навечно забыв после чего о системе.
Что касается контроля за состоянием гайки, то в этом нет полностью ничего сложного, ну и к тому же он никогда не бывает излишним. Ведь всегда легче предупредить катастрофу, чем растрачивать позже большие средства и массу времени на ликвидацию ее последствий.
к меню ↑
2.9 Условия эксплуатацииВысококачественные обжимные фитинги способны работать под огромным давлением, в каком к тому же повсевременно наблюдаются соответствующие для российских критерий эксплуатации перепады. Давление газообразных и жидкостных сред в забугорных странах при всем этом всегда равномерное, что позволяет обеспечить надежное и размеренное функционирование систем. У нас из-за неизменных скачков давления в трубах нередко появляются поломки, которые приводят к появлению аварийных ситуаций.
Такое положение дел разъясняется тем, что в нашей стране отопительный сезон, обычно, приходится лишь на зимний период, а потребление воды популяцией деньком еще выше, чем ночкой. Конкретно разница в потреблении воды либо хоть какой другой среды является основной предпосылкой появления перепадов давления. Обжимные фитинги из латуни для металлопластиковых труб можно использовать в системах, давление в каких варьируется в границах 10–16 бар.
Не следует забывать также о температуре. Так как по трубопроводам нередко течет очень жгучая вода, следует использовать такие трубы и соединительные элементы, которые способны выдерживать долгое высокотемпературное воздействие. Латунные обжимные фитинги просто выдерживают температуру прямо до 110 °C.
к меню ↑
2.10 Техника безопасности во время рабочего процессаВнедрение инструмента для обжима пресс фитингов не просит особенных способностей. Во время рабочего процесса нужно делать общие правила безопасности.
- Перед внедрением обжимного прибора следует пристально изучить аннотацию от производителя;
- Во время обжима следует избегать попадания частей тела либо одежки в передвигающиеся части механизма. Пренебрежение этим правилом может привести к получению травм;
- Внедрение электронного прибора может быть исключительно в сухом месте. Попадание воды может привести к поражению оператора электронным током;
- Во избежание получения травм и повреждений, следует воспользоваться средствами персональной защиты, такие как очки и перчатки;
- Часто делать техническое сервис, согласно аннотации завода изготовителя;
Из перечисленного выше следует, что пресс клещи для монтажа металлопластиковых труб позволяют сделать соединение высочайшего свойства. Выбор приспособления следует производить, исходя из объема предполагаемых работ и поперечника соединяемых деталей.
к меню ↑
2.11 Советы, как выбиратьДля сварки полипропиленовых труб используют только полипропиленовые муфты, тройники и уголки. Для перехода на металл употребляют комбинированные изделия, состоящие из ПП муфты и вплавленной в нее железной (латунной) части – резьбы, накидной гайки с резьбой и т.д.

Обжимные пресс клещи — нужный для установки фитингов инструмент. Выпускаются ручные и гидравлические модели специального оборудования
к меню ↑
3.2 На что направить внимание при покупке соединителейОт свойства деталей почти во всем зависит надежность соединения. При покупке пресс фитингов спецы рекомендуют уделять свое внимание на последующие моменты:
- Качество маркировки на корпусе. Компании, выпускающие высококачественные детали, не пользуются дешевенькими пресс формами. Все знаки на корпусе фитингов пропечатываются очень верно.
- Вес детали. Для производства высококачественных изделий применяется латунь, которая имеет довольно большой вес. От очень легкого фитинга лучше отрешиться.
- Внешний облик элемента. Плохие детали делаются из узкого металла, снаружи напоминающего алюминий. Он не способен обеспечить высококачественное соединение.
Не стоит сберегать на фитингах и пробовать приобрести их «задешево» в непонятной торговой точке. В таком случае есть высочайшая возможность следующей переделки всего трубопровода.
к меню ↑
3.3 Монтажные секреты от профессионаловНачинаем работы с разрезания труб. Отмеряем нужную длину и отрезаем элемент строго перпендикулярно. Идеальнее всего использовать для этих целей особый инструмент – труборез. Последующий шаг – обработка торца трубы. Вовнутрь детали вставляем калибр, выправляющий маленькую овальность, безизбежно образующуюся при резке. Снимаем внутреннюю фаску, используя для этого фаскосниматель. При его отсутствии можно сделать эту операцию обыденным острым ножиком, после этого зачистить поверхность наждачной шкуркой.
По окончании работ надеваем пресс фитинг на трубу, контролируя плотность его посадки через особое отверстие. Есть модели, у каких обжимная муфта не закреплена на фитинге. Для их монтажа производятся такие операции. Надеваем обжимную муфту на трубу. Вовнутрь элемента вставляем штуцер, на котором закреплены уплотнительные кольца. Чтоб защитить конструкцию от электрокоррозии на участке контакта железной соединительной детали и металлопластиковой трубы устанавливаем диэлектрическую прокладку.
Для обжима всех моделей пресс фитингов используем подходящий по поперечнику инструмент. Захватываем гильзу зажимом пресс клещей и сводим их ручки до упора. После снятия инструмента на фитинге должны остаться две кольцевые равномерные полосы, а металл должен быть изогнут дугообразно. Обжатие можно создавать только однократно, никаких повторных операций быть не должно. Это ведет к порче соединения.
Пуш-фитинги. Относительно новый способ стыковки РЕХ-труб, не требующий специнструмента и занимающий по времени считанные секунды. PEX-трубу просто вставляют в пуш-фитинг, где она защелкивается и накрепко фиксируется в данном положении, после этого соединение можно разбирать либо оно не подлежит разборке (находится в зависимости от бренда производителя).
К плюсам пуш-фитингов относят самую резвую скорость монтажа, недочетом является их накладность и внедрение приспособлений только при открытой прокладке.
Пресс фитинги. В отличие от прошлых вариантов, прессовое соединение просит наличия специального инструмента — клещей. Разработка запрессовки смотрится последующим образом — вовнутрь PEX-трубы вставляют фитинг с заостренными внешними ребрами (елочка), сверху на трубную оболочку сразу одевается гильза, после этого она обжимается клещами. В итоге сжатая гильза давит на внутренние трубные стены, плотно и герметично прижимая их к внешней поверхности фитинга.
Прессовое соединение является неразборным, благодаря его высочайшей надежности трубопровод можно прокладывать сокрытым методом в штробах стенок либо под стяжкой полов.
 Во время воплощения разметки металлопластикового трубного материала необходимо непременно добавлять с обоих концов детали маленькой напуск (2-3 см). По другому после вставки фитинга кусок окажется более маленьким, чем необходимо по смете. Положение некорректно установленного пресс-фитинга откорректировать не получится. Придется вырезать весь кусок и установить на это место новый
Во время воплощения разметки металлопластикового трубного материала необходимо непременно добавлять с обоих концов детали маленькой напуск (2-3 см). По другому после вставки фитинга кусок окажется более маленьким, чем необходимо по смете. Положение некорректно установленного пресс-фитинга откорректировать не получится. Придется вырезать весь кусок и установить на это место новыйПоследовательность действий животрепещуща для инструмента хоть какого типа и просит неотклонимого соблюдения:
- С помощью рулетки от бухты отмеряют необходимое количество трубного материала и делают пометку маркером там, где будет предполагаемый срез.
- Ножницами для резки металлопластика отсекают деталь нужной длины, проследив, чтоб образовавшийся край был очень ровненьким и составлял точный прямой угол с условной центральной осью изделия.
- При использовании для работы гильотинного инструмента его нижний край держат строго параллельно поверхности трубы, только немного вдавливая режущую часть в покладистый материал.
- Когда обрезка проведена, получившиеся торцевые края обрабатывают калибратором. Он корректирует и сглаживает форму среза и аккуратненько снимает внутреннюю фаску.
- С фитинга снимают обжимную гильзу и надевают на край трубы. Штуцер вставляют конкретно вовнутрь среза.
- Торцевые части частей соединения плотно придавливают, а область стыка изолируют уплотнительной прокладкой. Она защищает материал от проявления коррозии и обеспечивает плотность всей системы в целом.
- Контроль размещения трубы в гильзе производят через круглый вырез на краевой зоне.
Когда соответственная подготовительная подготовка завершена, приступают к использованию пресс-клещей и производят обжимную операцию.
к меню ↑
4.4 Как производится опрессовка ручным прибором?Процесс обжима металлопластиковой трубы ручными пресс-клещами не сложен, но просит внимания и аккуратности. Для работы нужна пустая ровненькая поверхность, позволяющая расположить отрезок трубы, соединительные фитинги и сам инструмент.
 Для корректной работы с пресс-клещами нужны надлежащие условия, а конкретно просторная ровненькая поверхность и не плохое освещение. На комфортно обустроенном месте совершить обжим и верно установить фитинг сумеет даже новичок, не имеющий огромного ремонтно-монтажного опыта
Для корректной работы с пресс-клещами нужны надлежащие условия, а конкретно просторная ровненькая поверхность и не плохое освещение. На комфортно обустроенном месте совершить обжим и верно установить фитинг сумеет даже новичок, не имеющий огромного ремонтно-монтажного опытаКогда все нужное подготовлено, пресс-клещи кладут на стол и раздвигают ручки в стороны на 180 градусов.
От агрегата отсоединяют верхний элемент обоймы и вставляют в него высшую часть пресс-вкладыша, соответственного размеру сечения трубы, которую на этот момент обрабатывают. Нижнюю половинку помещают в нижнюю часть обоймы, оставшуюся пустой, и защелкивают инструмент.
 Обжать фитинг пресс-клещами можно только один раз. 2-ая обработка категорически недопустима, потому к каждому действию стоит отнестись трепетно
Обжать фитинг пресс-клещами можно только один раз. 2-ая обработка категорически недопустима, потому к каждому действию стоит отнестись трепетноИз трубы и фитинга составляют кооперативный узел и вкладывают конструкцию в пресс-клещи, пристально следя, чтоб фитинговая гильза находилась снутри пресс-вкладыша.
 Очень принципиально для высококачественного обжима использовать насадки, верно надлежащие поперечнику сечения трубы. По другому прибор деформирует фитинг и деталь придется поменять на новейшую
Очень принципиально для высококачественного обжима использовать насадки, верно надлежащие поперечнику сечения трубы. По другому прибор деформирует фитинг и деталь придется поменять на новейшуюПосле корректного размещения в приборе комплекта из трубы и фитинга ручки сводят вкупе до упора и производят обжим.
После операции на металле должны образоваться два схожих дугообразных извива и две отлично просматривающиеся кольцевые полосы. А итогом станет верно и крепко установленный и закрепленный фитинг, который будет фактически нереально удалить подручным рабочим инвентарем.
 Установка фитинга должна осуществляться очень пристально, кропотливо и без спешки. Ни при каких обстоятельствах нельзя допускать появление смещения. Даже 5 мм станут критическими для трубопроводной системы и в дальнейшем приведут к нарушению целостности
Установка фитинга должна осуществляться очень пристально, кропотливо и без спешки. Ни при каких обстоятельствах нельзя допускать появление смещения. Даже 5 мм станут критическими для трубопроводной системы и в дальнейшем приведут к нарушению целостностиНайти ошибочно выполненную работу можно по шатающейся, нечетко закрепленной гайке, по наличию видимого меж металлопластиковой трубой и гайкой проема шириной более 1 мм и по неплотной затяжке гайки. Если такие погрешности обнаружены, фитинг придется вырезать из трубы и повторно установить на его место новый.
к меню ↑
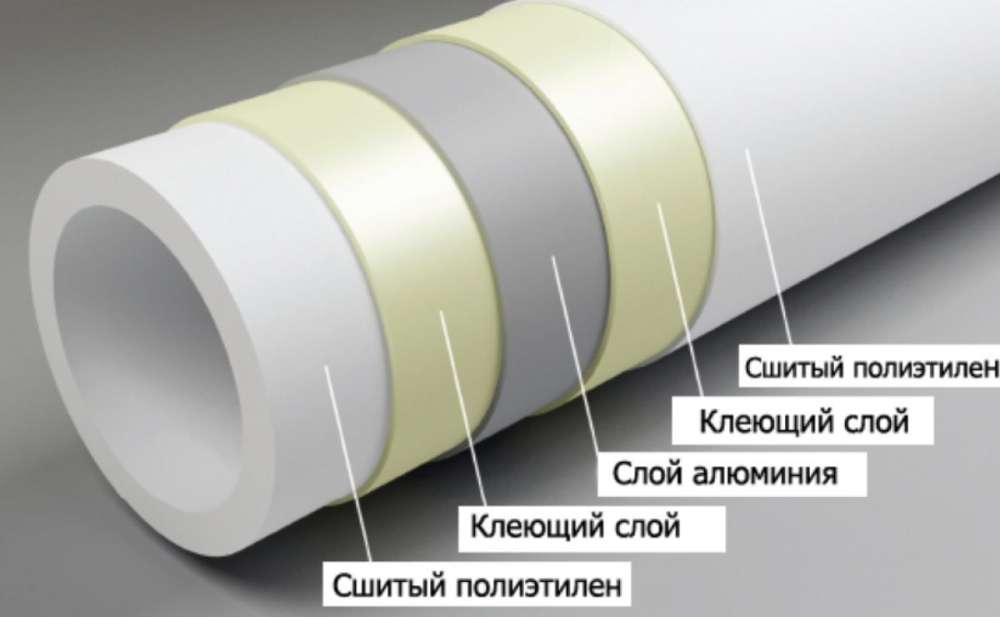
4.5 Способности современных пресс клещейВ области монтажа отопительных систем полимерные трубопроводы из сшитого целофана РЕХ, полипропилена РР с дополнительными оболочками из алюминия Al (стекловолокна в РР) издавна вытеснили железные трубы из внедрения в данной сфере.
Но металл возвратился в системы отопления в другой форме и в текущее время тонкостенные трубы из покрытой цинком стали, нержавейки и меди теснят пластик на европейском рынке благодаря ряду существенных преимуществ.
Сначала железные трубопроводы экологичны, не подвержены значительному линейному расширению, кислородонепроницаемы и имеют значимый срок службы, а благодаря новым технологиям легки в монтаже.
Для их состыковки не требуется сварка и резьба, довольно пресс-клещей со особыми насадками.
На российском рынке монтажных услуг прокладку тонкостенных коррозионностойких трубопроводов могут позволить для себя заказчики с высочайшими доходами — по цены такие трубы на порядок выше полимерных аналогов.
 Разработка силового обжима позволяет создавать плотные неразборные соединения. Также преимущественная сторона таковой методики – долговечность и надежность сделанного соединения
Разработка силового обжима позволяет создавать плотные неразборные соединения. Также преимущественная сторона таковой методики – долговечность и надежность сделанного соединенияКак одни, так и другие определяют условия, где подойдёт конкретно таковой метод.
Перечень отмеченных преимуществ смотрится последующим образом:
- создаётся необслуживаемое соединение;
- расчёт на высочайшие рабочие давления;
- высочайшая механическая крепкость;
- длительный срок службы;
- лёгкий обычной и резвый установка.
Исходя из убеждений имеющихся недочетов спецы тоже выделяют некие причины и связывают их обычно с аспектами обслуживания либо монтажа:
- создаётся неразборное соединение;
- требуется особый инструмент (пресс-клещи).
Минус и в том, что любая ошибка опрессовки сводит всю работу к нулю.
 Делать работу по опрессовке металлопластиковой трубы нужно аккуратненько и осторожно. Мельчайшая некорректность может стать предпосылкой плохого обжима. Тогда придётся всё начинать с нуля
Делать работу по опрессовке металлопластиковой трубы нужно аккуратненько и осторожно. Мельчайшая некорректность может стать предпосылкой плохого обжима. Тогда придётся всё начинать с нуляДополнительно к обозначенным недочетам можно прибавить высшую цена головного инструмента – пресс клещей.
Правда, ручное приспособление под бытовые условия имеет стоимость не такую высшую, как автоматические конструкции. Но даже в данном случае брать нерентабельно, потому что потребность инструмента практически разовая.
к меню ↑
5 Методы опрессовки металопластикаГидравлический метод предугадывает наполнение металлопластиковых труб водой с следующим повышением давления до установленных значений. Тесты могут затрагивать всю смонтированную магистраль либо только отдельные её участки.
Пневматический метод предугадывает внедрение сжатого воздуха заместо воды. Этот способ опрессовки считается наименее действенным и поболее небезопасным по сопоставлению с гидравлическим вариантом. И не принципиально, испытываются железные трубы либо металлопластиковые.
к меню ↑
5.1 Вариант #1: гидравлическийПроцесс ничем не отличается от стандартного варианта, который используют на железных водопроводных магистралях. Единственный аспект – рабочие давления для пластмассовых труб имеют наименьшие значения, чем принятые для изделий из металла.
Соответственно, давление тесты рассчитывается с учётом стандартных установок рабочего давления для пластика по формуле:
Ри = Ррп * 1,5,
В ней Ри – давление тесты; Ррп – рабочее давление пластмассовой трубы.
Температура воды снутри трубопровода при всем этом допускается в границах плюсовых значений 5 – 40ºС.
Ход процедуры:
- Приготовить испытуемый участок (поставить краны, заглушки).
- Установить в различных точках магистрали 2 манометра.
- На верхнем уровне магистрали установить воздухоотводчик.
- На нижнем уровне магистрали подключить водяной насос.
- Заполнить магистраль подачей воды от нижнего уровня к верхнему.
- Открыть воздухоотводчик, чтоб спустить воздух из системы.
Снутри магистрали из металлопластиковых труб увеличивать давление следует медлительно, исключая большие скачки. Такие условия подкачки давления обеспечивает ручной гидропресс.
 Гидравлический насос употребляют для проведения испытаний собранной либо отремонтированной системы, требующей идеальной плотности соединений. Самы соединения при помощи насоса не формируются
Гидравлический насос употребляют для проведения испытаний собранной либо отремонтированной системы, требующей идеальной плотности соединений. Самы соединения при помощи насоса не формируютсяДо момента, когда значение давления приблизится к рабочему уровню, рекомендуется временами держать под контролем зрительно участки вероятных протечек.
Такими участками обычно являются:
- соединения «труба в трубе»;
- контакт трубы и фитинга;
- точки установки кранов и заглушек.
Повышение давления снутри металлопластиковых труб до значения, превосходящего рабочий параметр в 1,5 раза, допускается только при отсутствии людей рядом с испытуемой магистралью.
Установленное испытательное давление снутри трубопровода нужно выдержать в течение определённого времени. Для водопровода из металлопластиковых труб, рассчитанного под эксплуатацию в бытовых критериях, принят пятиминутный малый период выдержки.
В протяжении принятого малого значения времени тесты падение давления в точках установки контрольных манометров не допускается. Когда на контрольных устройствах наблюдаются конфигурации в минус, такое состояние свидетельствует о неполной плотности системы.
Следует скинуть давление до рабочего значения и кропотливо проверить места вероятных протечек по всему участку металлопластиковых труб. Обнаруженные недостатки убрать и повторить функцию тесты.
 На оканчивающем шаге опрессовки металлопластиковых труб насос отключают от системы. Также снимают контрольные манометры, ранее установленные заглушки и запорные краны
На оканчивающем шаге опрессовки металлопластиковых труб насос отключают от системы. Также снимают контрольные манометры, ранее установленные заглушки и запорные краныТесты на плотность пройдены, когда они удовлетворяют последующим условиям:
- зрительно не выявлено наличия течей;
- зрительно не выявлено разрывов стен труб;
- 5 минут не отмечалось конфигураций давления на контрольных манометрах;
- нет видимых деформаций трубопроводов.
Меж тем, нужно уточнить: если выдержка по времени превосходит пятиминутный интервал, допускается малозначительное падение испытательного давления из-за естественного конфигурации температуры воды, находящейся снутри металлопластиковых труб.
к меню ↑
5.2 Вариант #2: пневматическийНа случай невозможности проведения гидравлической опрессовки по любым причинам, допускается кандидатура – пневматическое испытание.
Методика пневматических испытаний отличается несколько другим методом проверки на плотность, но в целом фактически повторяет гидравлический метод. Эта разработка применяется не настолько нередко конкретно на трубах, но для опрессовки отдельных устройств, к примеру расширительных бачков, котлов, теплообменников и т.п., находит обширное применение.
 Удачный компактный и облегчённый авто воздушный насос полностью подойдёт для выполнения пневматических испытаний домашней водопроводной системы на металлопластиковых трубах
Удачный компактный и облегчённый авто воздушный насос полностью подойдёт для выполнения пневматических испытаний домашней водопроводной системы на металлопластиковых трубахДля обнаружения мест утечек в критериях пневматической опрессовки, обычно, употребляют мыльный раствор. Смонтированную магистраль заполняют воздухом под давлением Ри = Ррп * 1,15 и орошают места возможных утечек мыльным веществом. Выход воздуха определяется по вздутию пузырей.
Такая методика проверки позволяет зрительно найти даже малозначительные утечки. Но проверяющему лицу довольно трудно выслеживать наличие утечек в местах недоступных для зрительного наблюдения.
Пневматический способ испытаний полностью годится для тестирования на плотность соединений металлопластиковых труб фитингами либо по схеме «труба в трубе». А вот когда требуется испытать систему трубопроводов на крепкость, этот метод очевидно не наилучший. Тут нужно обращаться к тестированию гидравлическим методом.
к меню ↑
6 Принцип технологии обжимаКак уже говорилось выше, соединение металлопластиковых трубных изделий почти всегда производится при помощи особых соединительных частей, фитингов.
Эти детали могут конструктивно отличаться друг от друга, но всегда имеют главную часть, которая вставляется в полость трубы, и обжимное кольцо (гильзу), которое надевается поверх трубы и конкретно обжимает ее.

Внедрение обжимного фитинга позволяет получить надежный и герметичный стык, который не просит никаких особых уплотнительных деталей. Соединение осуществляется без помощи сложных технических приспособлений, потому решить вопрос, как обжимать металлопластиковые трубы, можно без помощи других, при всем этом сэкономив некие средства и сократив время на его выполнение намеченной цели.
к меню ↑
6.1 Последовательность обжима металлопластиковых трубСоединение трубных изделий из металлопластика с внедрением способа обжима просит внимательного и осторожного выполнения всех действий, также соблюдения техники безопасности.
- Сначала готовят трубы к соединению. Для этого отмеряют подходящую длину и отрезают при помощи особых кусачек. Чтоб выполнить рез этим инвентарем, необходимо развести ручки в стороны на наибольшее расстояние, а потом сдавливающими движениями сделать рез трубы. После чего изделие незначительно поворачивают и делают очередной надрез. Деяния повторяются до того времени, пока труба не будет стопроцентно отрезана.
- Потом проводят калибровку трубы. Это сделать нужно вследствие того, что в процессе резки изделие воспринимает форму овала. Убрать этот недостаток можно средством специального калибратора (подробнее: «Как использовать калибратор для металлопластиковых труб с фаскоснимателем – правила и особенности»). Приспособление вставляют в полость трубы и, выполняя вращательные движения, сглаживают торцы трубы, придавая им круглую форму. Сразу с трубы снимается фаска. Такие деяния упрощают вхождение соединительного штуцера в полость трубы и предупреждают повреждение резиновых уплотнителей.
- Дальше на трубу надевают обжимную муфту, которая выполнена в виде широкой шайбы и является одной из девайсов деталей.
- Сейчас в трубу вставляют штуцер, который является основной частью соединительного элемента. Перед его установкой нужно проверить наличие всех резиновых прокладок и уплотнительного кольца. Последний элемент нужен не только лишь для уплотнения, да и предотвращения контакта меж железным штуцером и железной сетью трубы, в итоге которого могут образоваться очаги коррозии.
- После полной подготовки места соединения можно перебегать к выполнению процесса обжима. Работа производится средством специального пресса для обжима металлопластиковых труб, который может быть электронного либо механического типа. Электронным инвентарем пользуются только мастера специализированных организаций. В бытовых критериях рекомендуется использовать более всераспространенный инструмент – механические пресс-клещи (прочитайте: «Какие пресс клещи для металлопластиковых труб лучше использовать – виды и преимущества»). Обжим производится последующим образом: ручки инструмента разводят в стороны до 1800, открывают обжимную головку и вставляют в нее особые втулки, которые подбираются в согласовании с поперечником трубы. Дальше инструмент располагают поверх муфты и, соединяя ручки, проводят ее обжим пластмассовых труб и штуцера. Чтоб снять и убрать клещи, довольно вновь развести ручки в стороны.

Соединение, приобретенное в итоге выполненных действий, отличается прочностью и плотностью. Этот обычный способ полностью можно именовать универсальным, с его помощью можно соединять трубы, которые должны быть сокрытыми и не иметь выступов. Фитинги для соединений аналогичного типа имеют разные формы и конфигурации, потому помогают решать большой круг заморочек.
к меню ↑
6.2 Пресс-фитинги надвижного типаСоединение металлопластиковых труб производится не только лишь элементами обжимного типа.
Достаточно нередко для этой цели употребляется очередной тип обжимки для металлопластиковых труб — надвижные пресс-фитинги, при помощи которых выходит более герметичное соединение (прочитайте также: «Как использовать пресс фитинги для металлопластиковых труб и какой инструмент понадобится»). Это в особенности принципиально в тех случаях, когда подразумевается эксплуатация трубы под высочайшим давлением.
В целом процесс производится по аналогичной схеме, что и при обжимной технологии, но имеются некие аспекты:
- Для начала также нужно отмерить и отрезать трубу (прочитайте: «Как ровно отрезать трубу – инструменты и методы отрезания»).
- На нее надевают муфту обжимную для металлопластиковых труб.
- Дальше делают обработку торцов и при помощи эспандера. Этот инструмент расширяет торцевые участки трубного изделия, делая их схожими на раструб.
- В полость трубы вставляют штуцер.
- Потом средством специального гидравлического пресса к месту соединения двигают соединительную муфту. В итоге этих действий уже выходит плотный стык.
- Чтоб совсем закрепить соединение пользуются прессом для обжима металлопластиковых труб, при помощи которого достигается наибольшая крепкость и плотность соединения.

Соединительные элементы для воплощения такового метода также представлены в большенном многообразии. Спец магазины предлагают разные модели и конфигурации фитингов. Но для каждого типа трубных изделий производители советуют подбирать соединительные фитинги в личном порядке.
Преимущество перечисленных методов соединения труб из металлопластика обосновано простотой технологического процесса и получением в итоге герметичного, крепкого и надежного соединения, которое может эксплуатироваться длительное время. Но нельзя забывать и о недочетах этих способов.
Основной минус – необходимость использования для обжима фитингов металлопластиковых труб особых инструментов, которые не всегда могут быть под руками.
Решить делему в данном случае помогает аренда инструмента, кстати, такую услугу предлагают многие спец предприятия.
Все другие аргументы охарактеризовывают соединение труб способом обжима и пресс-фитингов только с положительной стороны.